How do you calculate heat affected zone in welding?
How do you calculate heat affected zone in welding?
The extent and magnitude of property change depends primarily on the base material, the weld filler metal, and the amount and concentration of heat input by the welding process. where Q = heat input (kJ/mm), V = voltage (V), I = current (A), and S = welding speed (mm/min).
What is the heat affected zone in welding?
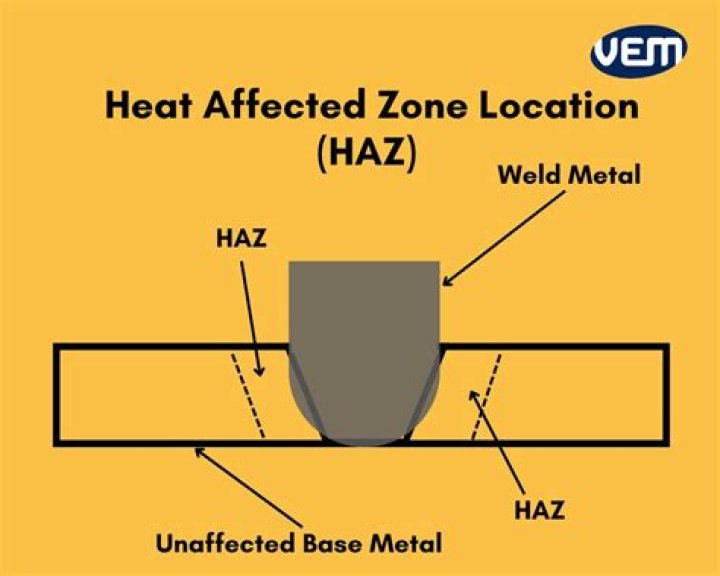
The HAZ is the area between the weld or cut and the base (unaffected), parent metal. The HAZ area can vary in severity and size depending on the properties of the materials, the concentration and intensity of the heat, and the welding or cutting process used.
Which welding process has highest heat affected zone?
Flame cutting and arc welding produce the maximum amount of heat and have the widest HAZ of all.
How do you check heat input in welding?
How To Calculate Heat Input From Welding
- Heat Input = (60 x Amps x Volts) / (1,000 x Travel Speed in in/min) = KJ/in.
- Travel Speed = Length of Weld / Time to weld = 25 inches / 2 minutes = 12.5 inches per minute.
- Heat Input = [(60 sec/min) x (325 amps) x (29 volts)] / [(1,000 joules/kilojoule) x (12.5 inches/minute)]
Which process has the minimum heat affected zone?
The Questions and Answers of Which one of the following welding processes consists of minimum heat affected zone (HAZ)? a)Shielded Metal Arc Welding (SMA W)b)Laser Beam Welding (LBW)c)Ultrasonic Welding (USW) d)Metal Inert Gas Welding (MIG)Correct answer is option ‘B’.
How can we reduce heat zone in welding?
HAZ problems can be mitigated by performing a pre- and/or post-weld heat treatment. Weld geometry also plays a role in the size of the HAZ. During high-temperature cutting operations, the depth of the HAZ is associated with the cutting process, cutting speed, material properties, and material thickness.
Which welding process has least heat affected zone?
Options:
- Metal Inert Gas Welding.
- Electron Beam Welding.
- Shielded Metal Arc Welding.
- Submerged Arc Welding.
How do you calculate the heat input on a boiler?
Divide this heat gain by the length of time for which the boiler runs, measured in second. For example, if the boiler runs for 1,800 seconds, dividing 12,558,000 by 1,800 gives 6,977, or a little under 7,000. This is the heat input rate, measured in joules per second, or Watts.
What is the maximum heat input in welding?
There is a heat input restriction applied to those steels that will experience joint strength reduction upon welding; typically a maximum heat input of 2.5kJ/mm for 15mm thickness. This value is dependent on the steel grade, and is more critical for higher strength steels that have had more rapid cooling.
How can we reduce heat zones?
What is the heat input of a boiler?
Energy Management Residential furnaces have a heat input rate of less than 225,000 Btu h−1 (66 kW) and residential boilers have a heat input rate of less than 300,000 Btu h−1 (88 kW). A condensing furnace condenses the water vapor produced in the combustion process and uses the heat from this condensation.
What is boiler input and output?
Input is the amount of BTU’s of the fuel you put in… Output is the actual amount of heat that the heater puts out for the Input. The difference between the input and the actual heating output allows you to figure the efficiency of your boiler / heater.
What is the heat affected zone around a weld?
Heat affected zone around a weld In welding, the heat-affected zone (HAZ) is the area of base material, either a metal or a thermoplastic, which is not melted but has had its microstructure and properties altered by welding or heat intensive cutting operations.
What should be the distance between butt welds?
In this situation, you must use engineering judgment such as, locate the butt welds as far apart as possible to avoid overlapping weld “heat affected zones” and stress concentration effects. For girth weld spacing, a criterion that has been used for many years is: the greater of 2 inches or 4 times the wall thickness.
Which is the Heat Affected Zone of a butt joint?
Heat-affected zone. The cross-section of a welded butt joint, with the darkest gray representing the weld or fusion zone, the medium gray the heat affected zone, and the lightest gray the base material.
How is the width of a heat affected zone determined?
The zone width depends on the amount of heat generated, the duration of the exposure to heat and material thickness. Thin sheet metal heats up more quickly and therefore creates a larger heat affected zone. Every thermal cutting method is a little different. Thus, the resulting heat affected zone also varies.
In this situation, you must use engineering judgment such as, locate the butt welds as far apart as possible to avoid overlapping weld “heat affected zones” and stress concentration effects. For girth weld spacing, a criterion that has been used for many years is: the greater of 2 inches or 4 times the wall thickness.
Which is the most heat affected welding method?
Every thermal cutting method is a little different. Thus, the resulting heat affected zone also varies. Flame cutting and arc welding produce the maximum amount of heat and have the widest HAZ of all. Fast and steady welds keep the exposure to heat to a minimum.
The zone width depends on the amount of heat generated, the duration of the exposure to heat and material thickness. Thin sheet metal heats up more quickly and therefore creates a larger heat affected zone. Every thermal cutting method is a little different. Thus, the resulting heat affected zone also varies.
What is the Heat Affected Zone on sheet metal?
Most sheet metal cutting techniques are based on localized melting of the material (see Figure 1). The area between the melted part and the unaffected base metal undergoes chemical and structural modifications. It’s called the heat-affected zone (HAZ). It often can be recognized by a series of brightly colored bands, also visible near welds.